






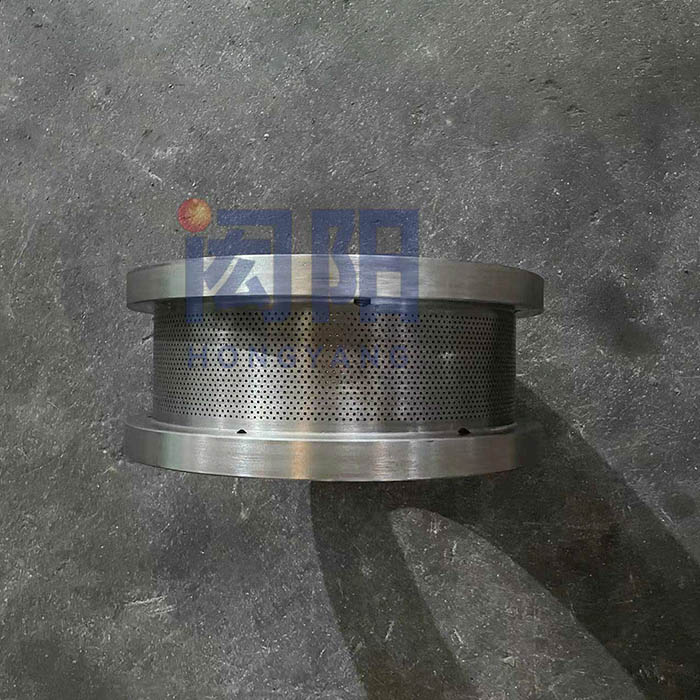
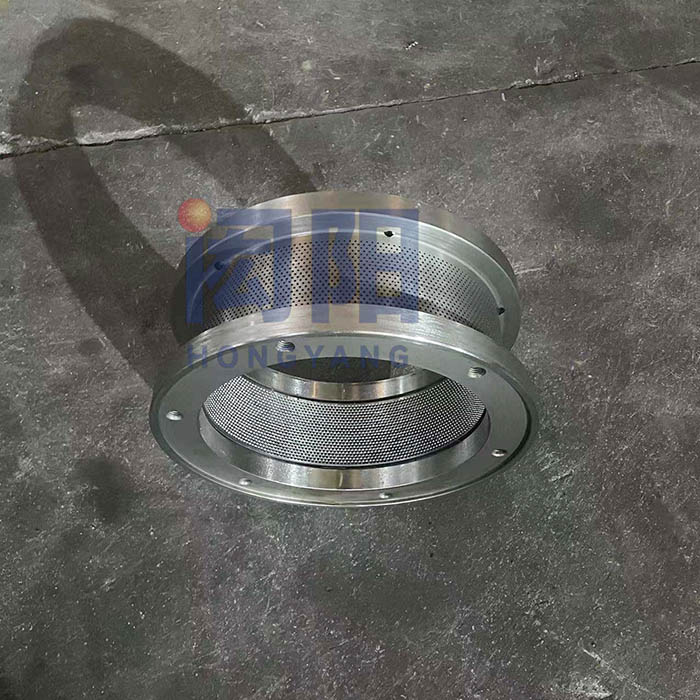
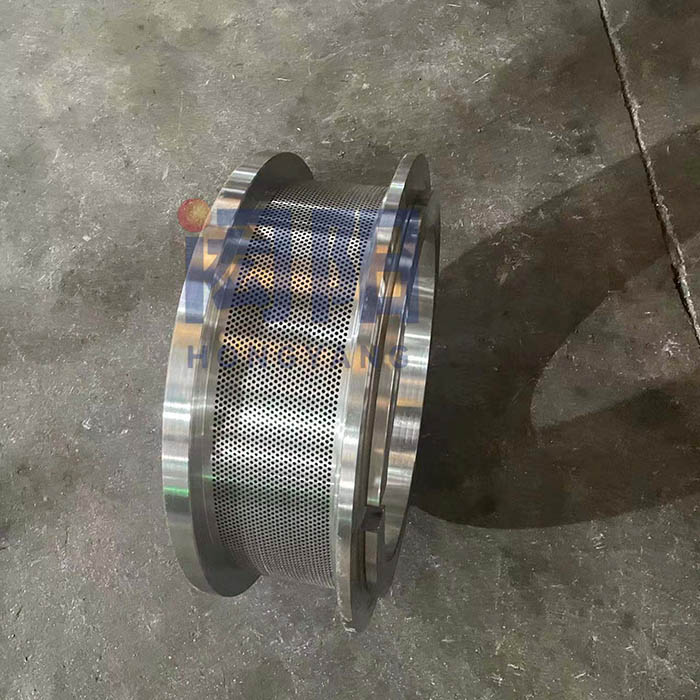
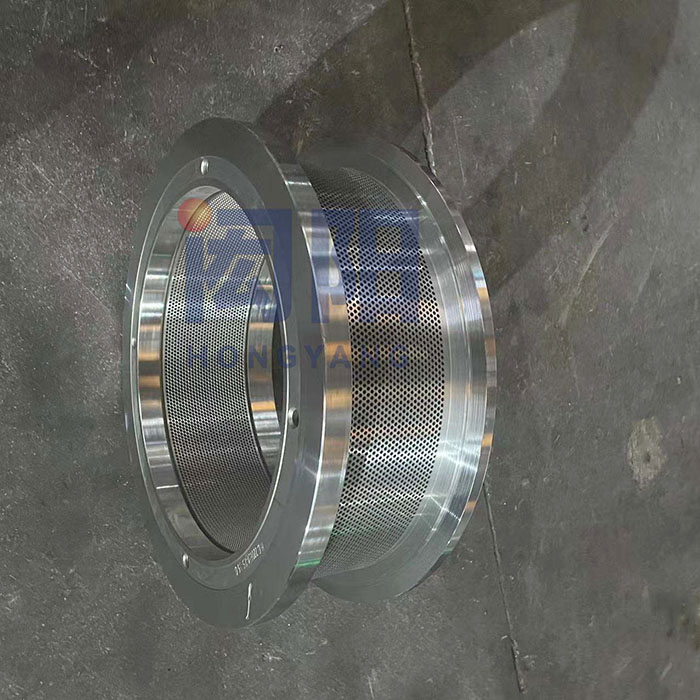
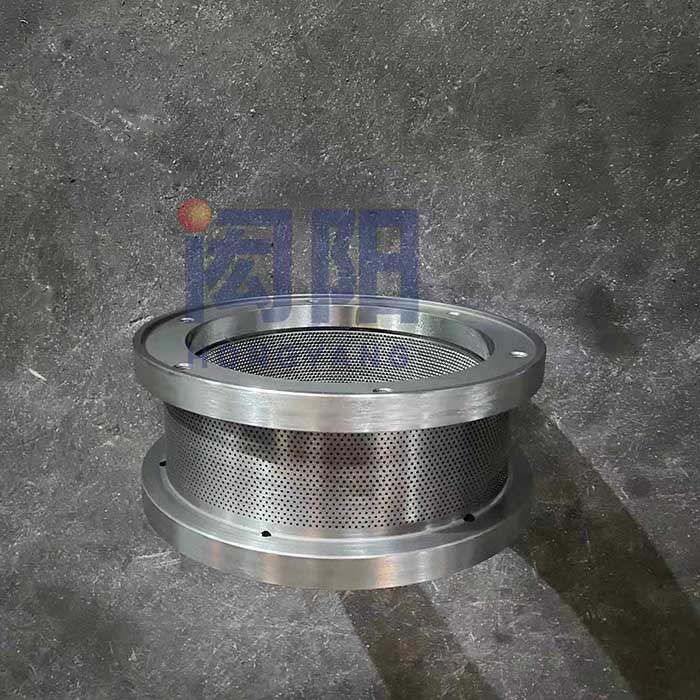
Mating av pelletsringdyse HUAMU HKJ 250
Produktfunksjoner
1. Velg høykvalitets raffinering utenfor ovnen og avgassede barrer.
2. Formen bruker importert pistolbor og flerstasjonsgruppebor, formhullet dannes samtidig, finishen er høy, utseendet til det produserte fôret er vakkert, produksjonen er høy, materialet tømmes jevnt og partiklene dannes godt.
3. Formen bruker den kombinerte behandlingsprosessen med amerikansk vakuumovn og kontinuerlig bråkjølingsovn, som har jevn bråkjøling, god overflatefinish og høy hardhet, noe som sikrer dobbel levetid.
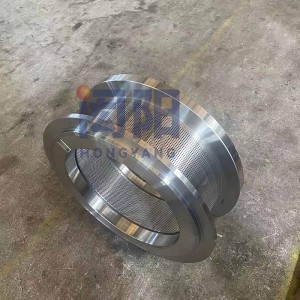
Produktvisning
Siden 2006 har selskapet vårt vært forpliktet til produksjon av ringformede former i profesjonelle kjemiske fabrikker. Formene som produseres er egnet for kylling, and, fisk, reker, treflis, komposittmaterialer osv., og er nå i en moden teknologifase. Selskapet vårt bruker CNC femakset dekkstøpepistolboremaskin, firehodet pistolboremaskin og CNC-ringstøpefasmaskin.
Basismodellene av ringformede dyser produsert av selskapet er: 200–600; alle typer formede dyser fra Zhengchang, Muyang, Shende og CPM kan bestilles.

Løse blokkeringer
Hvis ringdysen blokkeres under pelletproduksjon, må den fjernes fra maskinen og rengjøres.
1. Den vanligste måten er å bruke en elektrisk drill for å få matingen tett i dysehullet.
2. Hvis diameteren på den blokkerte ringformen er mindre enn 2,5 mm, kan ringformen legges i vann og varmes opp. Materialet inni formhullet vil sakte utvide seg og stikke ut av formhullet gjennom den lengre koketiden, slik at materialet inni hullet blir løst. Etter 1 eller 2 dagers koking, skrap av materialet som stikker ut, og plasser deretter ringformen på granulatoren for maling, og press ut det gjenværende materialet i hullet.
3. Tilstopping av matrisen med liten åpning kan også brukes til å koke matrisen med varm olje, slik at materialet i matrisehullet ved høytemperaturkoks blir mindre og deretter slipper gjennom. Spesifikk praksis: Lag et metallfat som er større enn matrisen, plasser matrisen i det, tilsett olje nr. 15 og la den dyppe over matriseoverflaten; varm oljen i omtrent 6–8 timer, til oljen sjeldnere bobler opp.







-
ARRANGEMENTER
-
Produktkategori
-
Kontakt oss
-
 Tlf.: +86 18851202909
Tlf.: +86 18851202909 -
 NO.201 Zhengchang Road, Kunlun Street, Liyang City, Jiangsu-provinsen, Kina
NO.201 Zhengchang Road, Kunlun Street, Liyang City, Jiangsu-provinsen, Kina -
 E-post: hy.ringdie@outlook.com
E-post: hy.ringdie@outlook.com
-
-
Sosiale medier






Hotte produkter - Nettstedkart - AMP Mobil
Pelletringdyse, Pelletmaskinens ringdyse, ringdør, Pelletmølle Ringdyse, Pelletform, Mating av pelletsringdyse,