


Japansk Koi-fôringsringpelletsmølle: Presisjonspelletskvalitet for Nishikigoi-gårder | Hongyang
Japans prydfiskindustri, forankret av den globalt anerkjente nishikigoi (koikarpe), representerer en premiumnisje innen den bredere akvakultursektoren. Japan eksporterte omtrent 560 tonn levende prydfisk i 2024, hvorav koi sto for over 80 % av eksportverdien ifølge handelsdata fra Japans departement for landbruk, skogbruk og fiskeri. Det innenlandske markedet for koifôr – anslått til 12 000 til 15 000 tonn årlig – krever pelletfabrikker som er i stand til å produsere flytende pellets med presise diametertoleranser, høy vannstabilitet og konsistent næringshomogenitet på tvers av flere pelletstørrelser fra 2 mm til 8 mm.
Denne casestudien undersøker hvordan en koifôrprodusent i Niigata prefektur, det historiske fødestedet for Nishikigoi-avl, oppnådde målbare forbedringer i pelletskvalitet og produksjonseffektivitet etter å ha tatt i bruk Hongyang HYPM ringformede pelletsmøller for sin dedikerte fôrlinje for prydfisk. I løpet av en 14-måneders driftsperiode registrerte møllen 98,3 % oppetid, pelletstørrelsesavvik under 0,15 mm og vannstabilitet på over 4 timer – målinger som direkte støtter de strenge standardene til Japans profesjonelle koioppdrettere og hobbyister.
Bakgrunn: Japans koifôrindustri
Japans Nishikigoi-industri er forankret i Niigata prefektur, hvor systematisk avl av farget karpe begynte tidlig på 1800-tallet i Yamakoshi-regionen. I dag er det over 1500 registrerte koi-oppdrettere i Japan, hovedsakelig konsentrert i prefekturene Niigata, Hiroshima og Fukuoka. Det innenlandske koi-markedet er verdsatt til omtrent 30 milliarder yen årlig, med individuelle eksemplarer av utstillingskvalitet som selges for priser fra 500 000 yen til over 100 millioner yen på auksjon.
Dette høyverdige markedet stiller ekstraordinære krav til fôrkvalitet. Koi er verdsatt for fargeintensitet, mønsterklarhet, skinnglans og kroppskonformasjon – alle egenskaper som er direkte påvirket av ernæring. En representativ premium koifôrformel inneholder fiskemel på 35–40 % av rasjonen, hvetemel på 15–20 % som både fungerer som karbohydratkilde og naturlig bindemiddel, soyabønnemel på 10–15 %, riskli på 5–10 %, spirulina på 3–5 % for karotenoidbasert fargeforsterkning, krillmel på 3–5 % som en naturlig astaxanthinkilde og en vitamin-mineral-premiks inkludert stabilisert vitamin C for immunfunksjon.
De fysiske spesifikasjonene for koifôrpellets er like krevende. Flytende pellets må opprettholde oppdriften i minst 30 minutter for å muliggjøre observasjon av fôringen – en kritisk praksis i koihold der oppdrettere visuelt vurderer fôringsatferd som en primær indikator på fiskehelse. Pelletdiametere varierer fra 2 mm for ung tosai (ett år gammel fisk) til 8 mm for moden jumbo koi som overstiger 80 cm i lengde. Innenfor hver størrelseskategori må diametertoleransen ikke overstige ±0,2 mm for å sikre jevn fôring og forhindre størrelsesbasert konkurranse i dammer. Vannstabilitet – målt som varigheten pellets forblir intakte uten å gå i oppløsning – må overstige 2 timer for å forhindre forurensning av dammens vann, noe som i lukkede resirkulerende akvakultursystemer raskt kan øke ammoniakknivåene og stresse høyverdige fisk.
Klienten: En Niigata-basert spesialist på koifôr
Vår klient, en andregenerasjons fôrprodusent som opererer i Nagaoka City, Niigata prefektur, produserer omtrent 3500 tonn koifôr årlig. Produktsortimentet deres spenner over seks pelletstørrelser på tvers av tre produktnivåer – standard, premium og konkurransegrad – og betjener omtrent 180 koioppdrettere over hele Japan, med økende eksportvolumer til sørøstasiatiske markeder, inkludert Thailand, Indonesia og Malaysia.
Sent i 2024 identifiserte klienten tre driftsflaskehalser i sin eksisterende pelleteringslinje:
Dyseslitasje og avvik i pelletstørrelse: Deres konvensjonelle ringdyser viste målbar forstørrelse av dysehullet etter omtrent 800 driftstimer. Etter hvert som dysehullene utvidet seg, drev pelletdiameteren utover toleransen på ±0,2 mm, noe som produserte overdimensjonerte pellets som forstyrret ensartetheten i fôringen. Premiumoppdrettere hadde begynt å returnere partier med diameteravvik som oversteg spesifikasjonene – en kommersielt skadelig utvikling i et omdømmedrevet marked.
Uoverensstemmelse i vannstabilitet: Oppnådd vannstabilitet varierte mellom 1,5 og 3,5 timer avhengig av dysetemperatur og kondisjoneringsforhold. Pellets produsert under lengre produksjonsperioder – når dysetemperaturen steg over 85 °C – viste overlegen stivelsesgelatinisering og vannstabilitet, mens partier ved skiftstart ofte falt under minimum 2-timerstiden. Denne variasjonen fra parti til parti svekket oppdretternes tillit til produktets konsistens.
Finstoffproduksjon i emballasje: Den høye andelen fiskemel på 35–40 % i koifôrblandinger skaper en sprø pelletstruktur. Med eksisterende former nådde finstoffinnholdet etter avkjøling 4–5 %, noe som akkumulerte seg i posebunnene og genererte kundeklager om produktets utseende og opplevde verdi. I Japans presentasjonsbevisste marked tyder støvete poser på dårlig produksjonskvalitet uavhengig av næringsinnhold.
Hongyang-løsningen: HYPM-serien ringformet pelletmølle
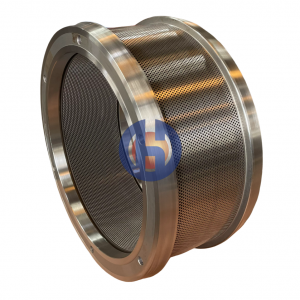
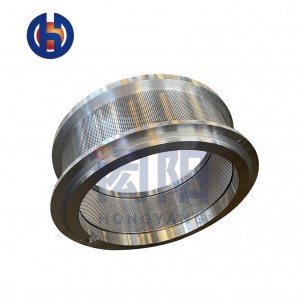
Kunden valgte Hongyang HYPM-serien ringformede pelletmøller med spesialkonfigurerte matriser for produksjon av prydfiskfôr. Konfigurasjonen adresserte hver driftsutfordring gjennom spesifikke tekniske valg:
Formmateriale og presisjonsmaskinering: Hongyang leverte ringformede former produsert av X46Cr13 legeringsstål med vakuumvarmebehandling, noe som oppnådde en overflatehardhet på 58–60 HRC. Formhullets indre overflateruhet ble kontrollert til Ra ≤ 0,8 μm gjennom en flertrinns honingsprosess. For koifôrapplikasjonen spesifiserte Hongyangs ingeniørteam en formhullkonfigurasjon med et kompresjonsforhold på 1:10 for pelletområdet 2–4 mm og 1:12 for området 5–8 mm, noe som tar hensyn til det høyere fettinnholdet i premiumformuleringer – fra fiskemel og krillmel – som naturlig reduserer friksjonsmotstanden i formkanalen. Det forhøyede kompresjonsforholdet kompenserte for smøreeffekten av fiskeoljer, noe som sikrer jevn pellettetthet på tvers av alle størrelsesområder.
Integrasjon av kondisjoneringssystem: HYPM-systemet ble parret med en dobbeltakslet differensialkondisjoneringsmaskin som ga 90–120 sekunders retensjonstid ved 85–95 °C, og oppnådde stivelsesgelatiniseringshastigheter på 45–55 %. Dette var kritisk for vannstabilitet. Den forhøyede kondisjoneringstemperaturen – som ble opprettholdt jevnt via PID-kontrollert dampinjeksjon – sikret jevn gelatinisering uavhengig av produksjonsvarigheten, og eliminerte kvalitetstapet ved skiftets begynnelse som kunden tidligere hadde opplevd. Gelatiniseringen av hvetemel, styrt av den kombinerte effekten av temperatur, fuktighet og oppholdstid, ble fullført før den kondisjonerte mesken kom inn i pelleteringskammeret.
Håndtering etter pelletering: Hongyangs tekniske team anbefalte en motstrømskjølerkonfigurasjon med forlenget retensjonstid på 12–15 minutter og kontroll av omgivelseslufttemperaturen for å oppnå en pelletsutgangstemperatur innenfor 3 °C av omgivelsestemperaturen. Denne kjøleprotokollen minimerte termisk sjokksprekkdannelse – en vanlig kilde til finstoff i proteinrike fiskefôrpellets – ved å unngå rask overflatekjøling som skaper interne spenningsbrudd i pelletsmatrisen.
Resultater: 14-måneders ytelsesdata
Etter igangkjøring i februar 2025 og 14 måneder med kontinuerlig drift, dokumenterte klienten følgende ytelsesmålinger:
Produksjonsoppetid: HYPM-ringformpelletsmøllen oppnådde en oppetid på 98,3 % i løpet av evalueringsperioden. Den forlengede levetiden til formen – som kan tilskrives X46Cr13-legeringsstål og presisjonsvarmebehandling – muliggjorde produksjonsløp på 1400–1600 timer mellom formutskiftninger, noe som nesten doblet kundens tidligere utskiftningsintervall på 800 timer. Dette tilsvarer omtrent 3800 tonn koifôr produsert per formsett, sammenlignet med 1700 tonn med deres tidligere utstyr. Redusert hyppighet av formbytte alene eliminerte omtrent 48 timer med årlig produksjonsnedetid.
Presisjon i pelletdiameter: Statistisk prøvetaking av 200 pellets per batch på tvers av alle seks pelletstørrelser viste et gjennomsnittlig diameteravvik på 0,12 mm med et standardavvik på 0,06 mm – komfortabelt innenfor spesifikasjonen på ±0,2 mm. Kunden rapporterte null batchavvisninger på grunn av avvik i pelletstørrelsen i løpet av 14-månedersperioden, en markant forbedring fra de 3–4 avvisningene per år som tidligere ble opplevd. Hver avvisning hadde historisk sett kostet omtrent 15 tonn reprodusert fôr og tilhørende logistikk.
Vannstabilitet: Kontrollert tanktesting ved 25 °C vanntemperatur viste en jevn vannstabilitet på 4,2–4,8 timer på tvers av alle pelletstørrelser. Dette overgikk både 2-timers klientspesifikasjonen og 3-timersreferansen som vanligvis siteres av premiumoppdrettere. Forbedringen ble primært tilskrevet kondisjoneringssystemets jevne temperaturkontroll og dysens optimaliserte kompresjonsforhold som gir jevn stivelsesgelatinisering over hele pellettverrsnittet.
Reduksjon av finstoff: Innholdet av finstoff etter avkjøling og før pakking, målt ved sikting gjennom en 1,0 mm maskevidde, var i gjennomsnitt 1,8 %, ned fra 4,5 % med det forrige matrisesystemet. Kundeundersøkelser utført seks måneder etter igangkjøring viste en reduksjon på 40 % i klager knyttet til pelletintegritet og støvopphopning i bunnen av posen. For et marked der emballasjepresentasjonen påvirker opplevd produktkvalitet, hadde denne forbedringen uforholdsmessig stor kommersiell betydning.
Tilbakemeldinger fra oppdrettere: Kundens salgsdirektør rapporterte at tre av deres fem største oppdrettere – inkludert en nasjonalt anerkjent Grand Champion-oppdretter fra Isawa i Yamanashi-prefekturet – spesifikt bemerket forbedret pelletkonsistens og redusert turbiditet i dammen i vekstsesongen 2025. Én oppdretter dokumenterte en forbedring på 12 % i ensartet vektøkning på tvers av en kohort på 400 nisai (to år gamle) koi, og tilskrev forbedringen til mer konsistent pelletstørrelse og høyere næringshomogenitet gjennom fôringsperioden.
Hongyangs forpliktelse til applikasjonsspesifikk ingeniørkunst
Niigata-saken illustrerer et prinsipp som ligger til grunn for Hongyangs tilnærming til det globale markedet for fôrmaskiner: applikasjonsspesifikk konstruksjon driver kundenes resultater. For koifôrapplikasjonen var de kritiske variablene ikke rå gjennomstrømning – HYPM-systemets nominelle kapasitet oversteg langt kundens beskjedne årlige volum på 3500 tonn – men snarere dysens metallurgi, presisjon i kompresjonsforholdet og konsistens i kondisjoneringen. Hongyangs vilje til å konfigurere ringdyser til de spesifikke kravene til produksjon av prydfiskfôr, i stedet for å tilby en standard husdyrfôrdyse, differensierte engasjementet fra leverandører av standardutstyr.
Fra kundens perspektiv strakte verdiforslaget seg utover utstyrets ytelse. Redusert hyppighet av utskifting av dyser reduserte forbrukskostnadene med omtrent 1,2 millioner yen årlig. Eliminering av batchavvisninger gjenvant omtrent 85 tonn med ellers bortkastet produksjonskapasitet per år. Og økt kundetilfredshet – vanskeligere å tallfeste, men kommersielt avgjørende i Japans relasjonsdrevne forretningskultur – styrket deres konkurranseposisjon i et marked der merkevareomdømme direkte gir prispremier.
Konklusjon
Japans koiindustri, med sine eksepsjonelle kvalitetsstandarder og kresne kundebase, representerer et av de mest krevende fôrmarkedene globalt. Den vellykkede utplasseringen av Hongyang HYPM ringformede pelletmøller hos en koifôrprodusent i Niigata viser at presisjonskonstruert pelleteringsutstyr kan gi målbare forbedringer i pelletkvalitet, produksjonseffektivitet og kundetilfredshet – selv i nisjeapplikasjoner der produksjonsvolumene ikke nærmer seg industriell skala.
For fôrprodusenter som betjener premium akvakulturmarkeder, tilbyr Niigata-tilfellet en replikerbar modell: invester i dyseteknologi og presisjon i kondisjonering, mål resultatene grundig, og behandle pelletkvalitet som en konkurransedyktig differensier snarere enn en minimumsterskel for samsvar.




-
ARRANGEMENTER
-
Produktkategori
-
Kontakt oss
-
 Tlf.: +86 18851202909
Tlf.: +86 18851202909 -
 NO.201 Zhengchang Road, Kunlun Street, Liyang City, Jiangsu-provinsen, Kina
NO.201 Zhengchang Road, Kunlun Street, Liyang City, Jiangsu-provinsen, Kina -
 E-post: hy.ringdie@outlook.com
E-post: hy.ringdie@outlook.com
-
-
Sosiale medier






Hotte produkter - Nettstedkart - AMP Mobil
Mating av pelletsringdyse, ringdør, Pelletringdyse, Pelletform, Pelletmaskinens ringdyse, Pelletmølle Ringdyse,